õōĮŅ╗ņ─²═┴ĮYśŗųąŻ¼┤¾┴┐Ą─õōĮŅąĶ▀Mąą▀BĮėĪŻę“┤╦Ż¼õōĮŅ▀BĮė│╔×ķĮYśŗįOėŗ║═╩®╣żųąĄ─ųžę¬Łh╣ØĪŻõōĮŅ▀BĮė▓╔ė├┤ŅĮėĮēį·▀BĮėŻ¼▓╗āH╩▄┴”ąį─▄▓ŅŻ¼└╦┘M▓─┴ŽŻ¼Č°Ūęė░Ēæ╗ņ─²═┴Ą─Ø▓ų■┘|┴┐ĪŻļSų°Ė▀īėĮ©ų■Ą─░lš╣║═┤¾ą═ś“┴║╣ż│╠Ą─į÷ČÓŻ¼ĮYśŗ╣ż│╠ųąĄ─õōĮŅ▓╝ų├├▄Č╚║═ų▒ÅĮįĮüĒįĮ┤¾Ż¼é„ĮyĄ─õōĮŅ▀BĮėĘĮĘ©ęč▓╗─▄ØMūŃąĶ꬯¼│÷¼F┴╦ą┬Ą─õōĮŅ▀BĮė╝╝ągĪŻ─┐Ū░æ¬ė├▌^ÅVĘ║Ą─õōĮŅ▀BĮėėąõōĮŅ║ĖĮė▀BĮė║═õōĮŅÖCąĄ▀BĮėā╔ŅÉĪŻ
1.õōĮŅ║ĖĮėÖCąĄ
╗ņ─²═┴śŗ╝■ųąĄ─õōĮŅŠW║═╣Ū╝▄ęį╝░╩®╣ż¼Fł÷Ą─õōĮŅ▀BĮėŻ¼ÅVĘ║▓╔ė├║ĖĮė▀BĮėĪŻ╦³▓╗āH╠ßĖ▀┴╦ä┌äė╔·«a┬╩Ż¼£p▌p┴╦ä┌äėÅŖČ╚Ż¼▀Ć┐╔▒ŻūCõōĮŅŠW║═╣Ū╝▄Ą─äéČ╚Ż¼▓ó╣Ø╝s▓─┴ŽĪŻ─┐Ū░Ųš▒ķ▓╔ė├ķW╣Ōī”║ĖĪó³c║ĖĪóļŖį³ē║┴”║ĖĪŻ
Ż©1Ż®õōĮŅī”║ĖÖC
ī”║Ėī┘ė┌╦▄ąįē║┴”║ĖĮėĪŻ╦³╩Ū└¹ė├ļŖ─▄▐D╗»│╔¤ß─▄Ż¼īóī”ĮėĄ─õōĮŅČ╦Ņ^▓┐╬╗╝ė¤ßĄĮĮ³ė┌╚█╗»Ą─Ė▀£žĀŅæBŻ¼▓ó╩®╝ėę╗Č©ē║┴”īŹąąĒöÕæČ°▀_ĄĮ▀BĮėĄ─ę╗ĘN╣ż╦ćĪŻī”║Ė▀mė├ė┌╦«ŲĮõōĮŅĄ─ŅAųŲ╝ė╣żĪŻī”║ĖÖCĄ─ĘNŅÉ║▄ČÓŻ¼░┤║ĖĮėĘĮ╩ĮĘų×ķļŖūĶī”║ĖĪó▀B└mķW╣Ōī”║Ė║═ŅA¤ßķW╣Ōī”║ĖŻ╗░┤ĮYśŗą╬╩ĮĘų×ķÅŚ╗╔ĒöÕæ╩ĮĪóĖ▄ŚUöDē║ÅŚ╗╔╩ĮĪóļŖäė═╣▌åĒöÕæ╩Į║═ÜŌē║ĒöÕæ╩ĮĄ╚ĪŻ

łD5-18 ī”║ĖÖC
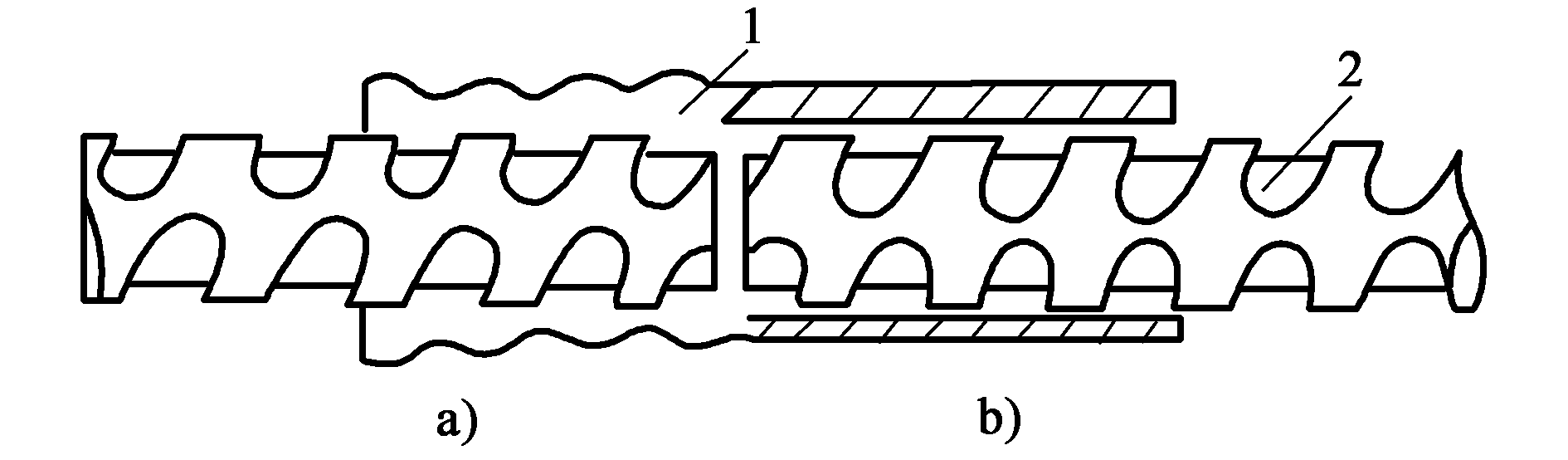
Ż©2Ż®õōĮŅ³c║ĖÖC
³c║Ė╩Ū╩╣ŽÓ╗źĮ╗▓µĄ─õōĮŅŻ¼į┌ŲõĮėė|╠Äą╬│╔└╬╣╠║Ė³cĄ─ę╗ĘNē║┴”║ĖĮėĘĮĘ©ĪŻŲõ╣żū„įŁ└Ē┼cī”║Ė╗∙▒ŠŽÓ═¼ĪŻ▀m║Žė┌õōĮŅŅAųŲ╝ė╣żųą║ĖĮėĖ„ĘNą╬╩ĮĄ─õōĮŅŠWĪŻļŖ║ĖÖCĄ─ĘNŅÉę▓║▄ČÓŻ¼░┤ĮYśŗą╬╩Į┐╔Ęų×ķ╣╠Č©╩Į║═æęÆņ╩ĮŻ╗░┤ē║┴”é„äėĘĮ╩Į┐╔Ęų×ķĖ▄ŚU╩ĮĪóÜŌäė╩Į║═ę║ē║╩ĮŻ╗░┤ļŖśOŅÉą═ėų┐╔Ęų×ķå╬Ņ^ĪóļpŅ^║═ČÓŅ^Ą╚ą╬╩ĮĪŻ
³c║ĖĢrŻ¼īó▒Ē├µŪÕ└Ē║├Ą─õōĮŅĮ╗▓µ»B║Žį┌ę╗ŲŻ¼Ę┼į┌ā╔éĆļŖśOų«ķgŅAē║ŖAŠoŻ¼╩╣ā╔Ė∙õōĮŅį┌Į╗▓µ³cŠo├▄Įėė|Ż¼╚╗║¾╠żŽ┬╠ż░ÕŻ¼ÅŚ╗╔╩╣╔ŽļŖśOē║ĄĮõōĮŅĮ╗▓µ³c╔ŽŻ¼═¼ĢröÓ┬ĘŲ„ę▓Įė═©ļŖ┬ĘŻ¼ļŖ┴„Įøūāē║Ų„┤╬śOŠĆ╚”ę²ĄĮļŖśOŻ¼ā╔Ė∙õōĮŅĄ─Įėė|╠Äį┌śOČ╠Ą─Ģrķg└’«a╔·┤¾┴┐Ą─ļŖūĶ¤ßŻ¼░čõōĮŅ╚█╗»Ż¼į┌ļŖśOē║┴”ū„ė├Ž┬ą╬│╔║Ė³cĪŻ«ö╦╔ķ_─_╠ż░ÕĢrŻ¼ļŖśO╦╔ķ_Ż¼öÓ┬ĘŲ„öÓķ_ļŖį┤Ż¼³c║ĖĮY╩°ĪŻ

łD5-19 ³c║ĖÖC
Ż©3Ż®õōĮŅļŖį³ē║┴”║ĖÖC
õōĮŅļŖį³ē║┴”║ĖĮėÖCŻ¼ęŖłD5-20ĪŻõōĮŅļŖį³ē║┴”║Ėę“Ųõ╔·«a┬╩Ė▀Īó╩®╣ż║å▒ŃĪó╣Ø─▄╣Ø▓─Īó┘|┴┐║├Īó│╔▒ŠĄ═Č°Ą├ęįÅVĘ║æ¬ė├ĪŻų„ę¬▀m║Ž¼FØ▓õōĮŅ╗ņ─²═┴ĮYśŗųąžQŽ“╗“ą▒Ž“õōĮŅĄ─▀BĮėĪŻõōĮŅļŖį³ē║┴”║ĖīŹļH╩Ūę╗ĘNŠC║Ž║ĖĮėĘĮĘ©Ż¼╦³═¼ĢrŠ▀ėą┬±╗Ī║ĖĪóļŖį³║Ė║═ē║┴”║ĖĄ─╠ž³cĪŻ

łD5-20 õōĮŅļŖį³ē║┴”║ĖÖC╝░┐©Š▀
õōĮŅļŖį³ē║┴”║ĖÖC░┤┐žųŲĘĮ╩ĮĘų×ķ╩ųäė╩ĮĪó░ļūįäė╩Į║═ūįäė╩ĮŻ╗░┤é„äėĘĮ╩ĮĘų×ķ╩ųōu²X▌å╩Į║═╩ųē║Ė▄ŚU╩ĮĪŻ╦³ų„ę¬ė╔║ĖĮėļŖį┤Īó┐žųŲŽĄĮyĪóŖAŠ▀Ż©ÖCŅ^Ż®║═▌o╝■Ż©║ĖĮė╠Ņčb║ąĪó╗ž╩š╣żŠ▀Ż®Ą╚ĮM│╔ĪŻ
2.õōĮŅÖCąĄ▀BĮėįOéõ
Ż©1Ż®õōĮŅöDē║▀BĮėįOéõ
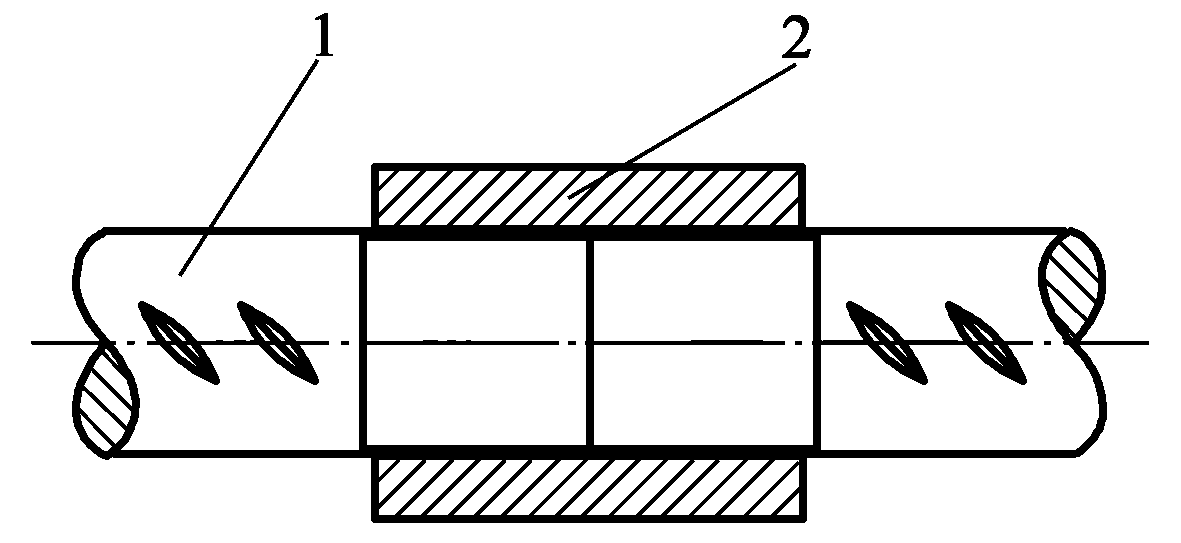
õōĮŅöDē║▀BĮė╩ŪīóąĶę¬▀BĮėĄ─┬▌╝yõōĮŅ▓Õ╚ļ╠žųŲĄ─õō╠ū═▓ā╚Ż¼└¹ė├öDē║ÖCē║┐sõō╠ū═▓Ż¼╩╣ų««a╔·╦▄ąįūāą╬Ż¼┐┐ūāą╬║¾Ą─õō╠ū═▓┼cõōĮŅĄ─Šo╣╠┴”üĒīŹ¼FõōĮŅĄ─▀BĮėĪŻ▀@ĘN▀BĮėĘĮĘ©Š▀ėą╣ØļŖ╣Ø─▄Īó╣Ø╝sõō▓─Īó▓╗╩▄õōĮŅ┐╔║ĖąįųŲ╝sĪó▓╗╩▄╝Š╣Øė░ĒæĪó▓╗ė├├„╗Īó╩®╣ż║å▒ŃĪó╣ż╦ćąį─▄┴╝║├║═ĮėŅ^┘|┴┐┐╔┐┐Č╚Ė▀Ą╚╠ž³cĪŻ▀m║Žė┌╚╬║╬ų▒ÅĮĄ─┬▌╝yõōĮŅĄ─▀BĮėĪŻõōĮŅöDē║▀BĮė╝╝ągėąÅĮŽ“öDē║╣ż╦ć║═▌SŽ“öDē║╣ż╦ćā╔ĘNĪŻõōĮŅÅĮŽ“öDē║▀BĮėæ¬ė├ÅVĘ║ĪŻ
õōĮŅÅĮŽ“öDē║▀BĮė╩Ū└¹ė├öDē║ÖCīóõō╠ū═▓Ż▒čžų▒ÅĮĘĮŽ“öDē║ūāą╬Ż¼╩╣ų«Šo├▄Ąžę¦ūĪõōĮŅĄ─ÖM└▀Ż¼īŹ¼Fā╔Ė∙õōĮŅĄ─▀BĮėĪŻÅĮŽ“öDē║ĘĮĘ©▀mė├ė┌▀BĮėų▒ÅĮŻ▒Ż▓Ī½Ż┤Ż░ŻĒŻĒĄ─õōĮŅĪŻ
łD5-21 õōĮŅÅĮŽ“öDē║▀BĮė
ŻßŻ®ęčöDē║▓┐ĘųŻ╗ŻŌŻ®╬┤öDē║▓┐ĘųŻ▒õō╠ū═▓Ż╗Ż▓Ħ└▀õōĮŅ

łD5-22 õōĮŅÅĮŽ“öDē║▀BĮėįOéõ
Ż©2Ż®õōĮŅų▒┬▌╝y▀BĮėįOéõ
õōĮŅų▒┬▌╝y▀BĮė╩Ū└¹ė├õōĮŅČ╦▓┐Ą─═Ōų▒┬▌╝y║═╠ū═▓╔ŽĄ─ā╚ų▒┬▌╝yüĒ▀BĮėõōĮŅĪŻõōĮŅų▒┬▌╝y▀BĮė╩ŪõōĮŅĄ╚ÅŖČ╚▀BĮėĄ─ą┬╝╝ągĪŻ▀@ĘNĘĮĘ©▓╗āHĮėŅ^ÅŖČ╚Ė▀Ż¼Č°Ūę╩®╣ż▓┘ū„║å▒ŃŻ¼┘|┴┐ĘĆČ©┐╔┐┐ĪŻ▀mė├ė┌Ż▓Ż░Ī½Ż┤Ż░ŻĒŻĒĄ─═¼ÅĮĪó«ÉÅĮĪó▓╗─▄▐Däė╗“╬╗ų├▓╗─▄ęŲäėõōĮŅĄ─▀BĮėĪŻõōĮŅų▒┬▌╝y▀BĮėėąńģ┤ųų▒┬▌╝y▀BĮė╣ż╦ć║═ØLē║ų▒┬▌╝y▀BĮė╣ż╦ćā╔ĘNĪŻńģ┤ųų▒┬▌╝y▀BĮė╩ŪõōĮŅ═©▀^ńģ┤ųįOéõŻ¼īóČ╦Ņ^ńģ┤ųŻ¼į┘╝ė╣ż│÷╩╣ąĪÅĮ▓╗ąĪė┌õōĮŅ─Ė▓─ų▒ÅĮĄ─┬▌╝yŻ¼╩╣ĮėŅ^┼c─Ė▓─Ą╚ÅŖĪŻØLē║ų▒┬▌╝y▀BĮė╩Ū═©▀^ØLē║║¾ĮėŅ^▓┐ĘųĄ─┬▌╝y║═õōĮŅ▒Ē├µę“╦▄ąįūāą╬Č°ÅŖ╗»Ż¼╩╣ĮėŅ^┼c─Ė▓─Ą╚ÅŖĪŻØLē║ų▒┬▌╝y▀BĮėų„ę¬ėąų▒ĮėØLē║┬▌╝yĪóöDŻ©─ļŻ®ē║└▀ØLē║┬▌╝y║═äā└▀ØLē║┬▌╝y╚²ĘNą╬╩ĮĪŻ
łD5-23 õōĮŅų▒┬▌╝y▀BĮė
Ż▒õōĮŅŻ╗Ż▓╠ū═▓

łD5-24 äā└▀ØLē║ų▒┬▌╝y│╔ą═ÖC
3.õōĮŅ┬▌╝yūįäė╗»╝ė╣ż╔·«aŠĆ
õōĮŅ┬▌╝yūįäė╗»╝ė╣ż╔·«aŠĆ▓╔ė├┐sŅiØLē║┬▌╝y╝ė╣ż╣ż╦ćŻ¼▓óŪęīóūįäėČ©│▀ŪąöÓ╝╝ąg╚┌╚ļ╔·«aŠĆŻ¼īŹ¼F┴╦õōĮŅÅ─╔Ž┴ŽĪóČ©│▀ŪąöÓĪó╝ė╣ż┬▌╝yĪóĄĮ░┤│╔ŲĘķLČ╚Ęųģ^╩š╝»Ą─╚½ūįäė╗»╝ė╣żŻ¼ĮŌøQ┴╦õōĮŅČÓ┤╬▐D╬╗░ßäėė├╣żČÓĪóķLĮz┬▌╝y▀BĮė┼cõōĮŅ─Ė▓─▓╗Ą╚ÅŖ║═ų▒┬▌╝y╝ė╣żą¦┬╩Ą═Ą─╝╝ągļyŅ}Ż¼Š▀ėą▀mė├ĘČć·ÅVĪóūįäė╗»│╠Č╚Ė▀Īóä┌äėÅŖČ╚Ą═ĪóĖ▀ą¦┬╩Ą═ōp║─Ą╚ā׳cĪŻ═¼Ģrėąą¦ĮĄĄ═┴╦╣ż╚╦ä┌äėÅŖČ╚║═╚╦╣żė├┴┐Ż¼Ė─╔Ųū„śIŁhŠ│Ż¼£p╔┘▓─┴Žōp║─Ż¼ī”═Ųäė╬ęć°õōĮŅīŻśI╗»╝»ųą╝ė╣żŻ¼īŹ¼Fé„ĮyĮ©ų■śIĄ─«aśI╔²╝ē║═ĮYśŗš{š¹╠ß╣®┴╦įOéõų¦ō╬Ż¼ī”ė┌═ŲäėŠG╔½Į©ų■ĪóŠG╔½╩®╣żŻ¼īŹ╩®╣Ø─▄£p┼┼æ┬įŠ▀ėąųžę¬ū„ė├ĪŻ╔·«aŠĆ▓╗āHė├ė┌Į©ų■õōĮŅĄ─┬▌╝y╝ė╣żŻ¼═¼Ģr▀Ćė├ė┌├║ĄVų¦ūoÕ^ŚU┬▌╝yĄ─╝ė╣żŻ¼╠žäe▀mė├ė┌┤¾┼·┴┐õōĮŅų▒┬▌╝y╝»ųą╝ė╣żŅIė“Ż¼╚ńŻ║Ė▀╦┘ĶF┬ĘĪóĄ└┬Ęś“┴║ĪóÖCł÷ļŖšŠĪó╣żśI┼c├±ė├Į©ų■Īó╬█╦«╠Ä└ĒÅSĪóĖ█┐┌┤aŅ^Īó├║ĄVĄ╚õōĮŅ┬▌╝y╝ė╣żĪŻ

łD5-25 õōĮŅ┬▌╝yūįäė╗»╝ė╣ż╔·«aŠĆ(«aŲĘłDŲ¼į┤:äP▓®)
4.│ŻęŖįOéõ
1ĪóõōĮŅ³c║ĖÖC
2ĪóõōĮŅŲĮ║ĖÖC
3ĪóõōĮŅī”║ĖÖC
4ĪóõōĮŅ╣Ū╝▄ØL║ĖÖC
5ĪóõōĮŅÜŌē║║ĖÖC
6ĪóõōĮŅ╠ū═▓öDē║ÖC
7ĪóõōĮŅ┬▌╝y│╔ą═ÖC |